Tesla: tre sono le sedi maggiori negli Stati Uniti dove sono ubicati altrettanti team per la produzione additiva. Nevada, California e Texas.
Le parti stampate in questi reparti devono essere consegnate in meno di 24 ore e il team di produzione additiva presso la Giga Nevada di Tesla produce da 10 000 a 30 000 parti a settimana. Le stampanti devono essere veloci, i tempi di cambio ridotti al minimo e il tempo di attività è fondamentale.
Per consegnare parti stampate in 3D con la tecnologia SLS in meno di 24 ore, il tecnico ingegneristico Cody Jepsen utilizza le sue stampanti SLS tradizionali di grande formato solo a metà altezza, dividendo in sezioni le parti di grandi dimensioni in modo che la stampa venga completata nel tempo previsto. Però non è finita qui. Questo significa più tempo e manodopera per preparare i file per la stampa, incollare e carteggiare le parti.
Con la Fuse X1 tutto questo è cambiato. Ora Jepsen stampa in 3D parti di grandi dimensioni (più del doppio in altezza) in 24 ore senza doverle suddividere in sezioni, risparmiando tempo e manodopera e ottenendo prototipi più resistenti, nonché dime, fissaggi e attrezzature per le linee di produzione.
Produzione di parti di grandi dimensioni in meno di 24 ore
Lo stabilimento Giga di Tesla dispone di diverse stampanti SLS tradizionali di grande formato. Anche se hanno volumi di stampa elevati, Jepsen afferma: “Cerchiamo di mantenere i tempi di stampa al di sotto delle 24 ore. Accetteremo tutti gli ordini che possiamo inserire nel volume di stampa e che ci consentono di terminare in tempo per iniziare una nuova stampa il giorno dopo“. A causa di questi vincoli di tempo, lo stabilimento stampa sulle sue stampanti tradizionali di grande formato solo a un’altezza di circa 230 mm, il che significa che utilizza effettivamente solo metà del volume di stampa.
Il volume di stampa della Fuse X1 è di 330 × 330 × 565 mm, 7,5 volte quello della Fuse 1+ 30W, ma la maggior parte delle stampe viene comunque completata in meno di 24 ore. Con la Fuse X1, Jepsen ottiene un’altezza di stampa di 565 mm in 24 ore, più del doppio rispetto alle stampanti 3D SLS tradizionali di grande formato.
Le limitazioni di altezza di 230 mm delle stampanti 3D SLS tradizionali di grande formato hanno reso necessario suddividere le parti in sezioni e aggiungere incastri a coda di rondine, prolungando il processo di pre-stampa.
Una volta stampate, le parti devono essere incollate e levigate, aggiungendo ulteriore tempo e manodopera al processo. Con la Fuse X1, Jepsen può stampare queste parti nella loro interezza, risparmiando il tempo e la manodopera necessari per suddividerle in sezioni, aggiungere le code di rondine, incollarle e levigarle.
Il volume di stampa effettivo, più che raddoppiato, consente inoltre di inserire più parti in una singola stampa, aumentando il rendimento e consentendo a Jepsen di ridurre sia l’arretrato che i tempi di consegna. Ridurre l’arretrato significa ridurre la necessità di esternalizzare la produzione di parti, che è più lenta e fino a quattro volte più costosa rispetto alla produzione interna.
Grandi dime, senza finitura
A causa del limite di 24 ore per i tempi di stampa, Jepsen era solito suddividere in sezioni le parti di grandi dimensioni in modo che fossero alte meno di 230 mm, così da poterle stampare in meno di 24 ore. Se da un lato questa soluzione ha ridotto il tempo di stampa, dall’altro ha aumentato le ore di lavoro.
In primo luogo, le parti devono essere suddivise in CAD, includendo il tempo necessario per creare le giunzioni a coda di rondine. Dopo la stampa, le parti devono essere assemblate: ogni giunzione richiede 5-10 minuti per l’incollaggio e 15-20 minuti per la levigatura. Per la dima di rilavorazione, è necessario un tempo aggiuntivo di 20-25 minuti per dima.
Poiché la Fuse X1 può stampare la parte completa in meno di 24 ore, Jepsen non deve suddividere il fissaggio. Inoltre, la stampa in un unico pezzo consente di inserire più dime in una singola camera di stampa. Una volta stampata, la dima deve solo essere ripulita dalla polvere e levigata, operazioni che possono essere automatizzate con la Fuse Blast.
La dima di rilavorazione consente ai tecnici di regolare le parti in modo controllabile e ripetibile per ottenere risultati conformi alle specifiche. In origine, ne venivano stampate due su ogni stampante 3D SLS tradizionale di grande formato, con 72 ore di stampa e 72 ore di raffreddamento per stampante.
Dopo questa fase, la dima di rielaborazione è stata incollata e levigata. Con la Fuse X1, Jepsen può stampare cinque dime di rilavorazione in un solo ciclo di stampa in 24 ore, senza doverle suddividere. La stampa in un unico pezzo consente di ottenere una maggiore resistenza agli urti e una migliore accuratezza dimensionale, per una maggiore durata e un tasso di sostituzione ridotto.
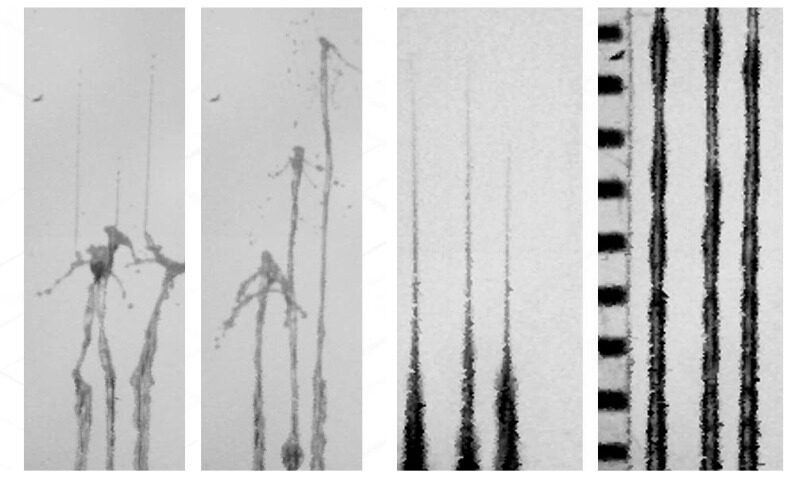
Inoltre, le stampanti 3D SLS tradizionali di grande formato richiedevano che le parti si raffreddassero all’interno della macchina per ottenere la migliore qualità di stampa.
Le soluzioni di raffreddamento esterne offrono un isolamento minore, causando un raffreddamento più rapido delle parti e aumentando il rischio di deformazioni, soprattutto per le parti sottili. La Fuse X1 risolve questo problema grazie alle Build Unit modulari con isolamento integrato.
Il raffreddamento avviene all’interno dell’unità stessa, mantenendo condizioni termiche ottimali e permettendo alla stampante di iniziare il lavoro successivo prima che la stampa precedente abbia finito di raffreddarsi.
Rendimento raddoppiato: supporti per il trasporto dei finestrini
Il dipartimento di Jepsen stampa molti progetti di imballaggio per la spedizione di parti da uno stabilimento all’altro. Un esempio è il supporto per finestrini, che consente di trasportare più finestrini su un singolo pallet. La produzione del supporto per il trasporto dei finestrini con le stampanti 3D SLS tradizionali di grande formato richiederebbe 24 ore e comporterebbe la suddivisione di ciascun pezzo in due parti, per poi stampare quattro parti complete in un’unica stampa.
Con la Fuse X1, Jepsen può stampare otto supporti in una sola stampa che richiede 24 ore, raddoppiando la produttività delle stampanti 3D SLS tradizionali di grande formato ed eliminando la manodopera necessaria per incollare insieme le sezioni delle parti.
I tempi di consegna dei supporti per finestrini sono importanti, quindi la possibilità di inserire tutti i supporti richiesti in un’unica stampa con la Fuse X1 significa che l’ordine può essere completato in un giorno, rispetto ai due giorni necessari con le stampanti 3D SLS tradizionali di grande formato.
Facile da gestire, facile da stampare
Le stampanti 3D SLS tradizionali di grande formato richiedono da 45 minuti a un’ora di pulizia manuale, dalla rimozione della polvere alla pulizia delle finestre del laser e degli scudi protettivi. Successivamente, la macchina deve essere avviata manualmente: gli assi vengono portati in posizione iniziale, viene aggiunta la polvere e viene avviato un ciclo di preriscaldamento. Inoltre, la configurazione dei file per queste macchine è rigorosa: a causa della gestione termica, le parti di grandi dimensioni devono essere posizionate con attenzione.
Jepsen è l’unica persona in loco in grado di utilizzare le stampanti 3D SLS tradizionali di grande formato. “Se io non sono presente“, afferma, “quelle macchine non sono operative“. Al contrario, Jepsen può formare i tecnici sull’uso della Fuse X1 in un solo giorno.
Il cambio della Fuse X1 richiede meno di 15 minuti: basta estrarre la camera di stampa, aspirare la polvere in eccesso e inserire la nuova camera di stampa. La configurazione di stampa è semplice e intuitiva grazie al software di preparazione della stampa PreForm.
La gestione termica variabile delle stampanti 3D SLS tradizionali di grande formato limita il posizionamento delle parti e la densità di stampa. La Fuse X1 è dotata di Controllo termico adattivo, un sistema che raccoglie ed elabora i dati termici per gestire 13 zone termiche indipendenti che riscaldano, mantengono e sinterizzano la polvere a una temperatura incredibilmente precisa e stabile.
Questo consente di ottenere una maggiore libertà di posizionamento, rendendo più semplice la configurazione delle parti in PreForm, poiché l’orientamento all’interno della stampa è meno importante. Inoltre, consente di inserire più parti in una singola stampa.
Stampa di 20 000 parti al mese invece dello stampaggio: spessore anti-graffio
Il team di Tesla utilizza uno spessore che non lascia segni per tenere il vetro senza rovinarlo o graffiarlo. Si tratta di una parte temporanea che sarà necessaria per sei mesi. Inizialmente Jepsen aveva valutato la possibilità di realizzare lo spessore anti-graffio tramite stampaggio a iniezione, ma ha poi constatato che il costo per parte della stampa 3D SLS era competitivo. Prima della Fuse X1, Jepsen stampava da 10 000 a 20 000 spessori anti-graffio al mese in cicli di stampa dedicati.
Come avviene con le tradizionali stampanti 3D SLS di grande formato, il posizionamento di parti di piccole dimensioni attorno a una parte di grandi dimensioni avrebbe influito sulla precisione dimensionale delle parti a causa del controllo termico non ottimale. Tuttavia, grazie all’elevata densità di stampa resa possibile dal Controllo termico adattivo della Fuse X1, Jepsen afferma: “Con la Fuse X1, siamo in grado di posizionare queste parti intorno ad altre e di utilizzare quello che altrimenti sarebbe stato uno spazio vuoto, riducendo ulteriormente il costo per parte“.
La stampa dello spessore anti-graffio con le stampanti 3D SLS tradizionali di grande formato era più costosa a causa dei cicli di stampa necessari, il che avrebbe reso sensato passare allo stampaggio a iniezione dopo due o tre mesi dall’inizio del progetto. Ma secondo Jepsen, “ora, con la riduzione dei costi delle parti sulla Fuse X1, questa equazione cambia completamente e potremmo non passare affatto allo stampaggio a iniezione“.